Différences entre versions de « Projets:TrottiClip 2021 »
m (→fabrication des bras de liaison : nomelcature + pas à pas) |
m (→fabrication des bras de liaison : renommage) |
||
| Ligne 81 : | Ligne 81 : | ||
== Etapes de fabrication pas à pas du Trotti Clip 1 batterie == | == Etapes de fabrication pas à pas du Trotti Clip 1 batterie == | ||
| − | === fabrication | + | === fabrication de l'ensemble de liaison === |
| − | + | ==== nomenclature ==== | |
* 1 tube d'acier de diamètre 22 longueur 1000mm | * 1 tube d'acier de diamètre 22 longueur 1000mm | ||
| Ligne 90 : | Ligne 90 : | ||
* 1 tige filétée de 14 (réutilisable) | * 1 tige filétée de 14 (réutilisable) | ||
* un peu de toile émeri | * un peu de toile émeri | ||
| + | * 1 profilé section 30x60mm de 100mm de long | ||
| + | |||
| + | ==== outillage ==== | ||
* une meuleuse équipée d'un disque de coupe acier épaisseur 1,6mm ou 1,9 mm | * une meuleuse équipée d'un disque de coupe acier épaisseur 1,6mm ou 1,9 mm | ||
| + | * une perceuse et des forets HSS 8, 10, 22 | ||
| + | * un étau | ||
| + | * un poste à souder à l'arc minimum 140A (les soudures ont été réalisées entre 80 et 90A | ||
| + | * des baguettes acier 2,5mm | ||
| + | * une presse 10 tonnes au cm2 | ||
| − | ==== | + | ==== bras de liaison à réaliser en 2 exemplaires ==== |
On commence par cintrer à 90° le tube. On coupe ensuite un des coudes à 150mm, et on soude le manchon. On effectue à la meuleuse une fente axiale d'une profondeur de 30mm et d'une largeur de 6mm dans le manchon monté sur le tube cintré. On perce un trou à 30mm de l'ouverture d'un diamètre de 8mm | On commence par cintrer à 90° le tube. On coupe ensuite un des coudes à 150mm, et on soude le manchon. On effectue à la meuleuse une fente axiale d'une profondeur de 30mm et d'une largeur de 6mm dans le manchon monté sur le tube cintré. On perce un trou à 30mm de l'ouverture d'un diamètre de 8mm | ||
| Ligne 98 : | Ligne 106 : | ||
On s'occupe ensuite de l'autre extrémité que l'on coupe à 130mm. On monte ensuite l'écrou M14 sur la tige filetée avec un peu de toile émeri de façon à éliminer le jeu et guider l'assemblage lorsqu'on l'introduit dans le tube. On soude alors l'écrou sur tout son pourtour. | On s'occupe ensuite de l'autre extrémité que l'on coupe à 130mm. On monte ensuite l'écrou M14 sur la tige filetée avec un peu de toile émeri de façon à éliminer le jeu et guider l'assemblage lorsqu'on l'introduit dans le tube. On soude alors l'écrou sur tout son pourtour. | ||
| − | On dévisse ensuite la tige filetée et on meule superficiellement la soudure autour de l'écrou | + | On dévisse ensuite la tige filetée et on meule superficiellement la soudure autour de l'écrou. |
| + | |||
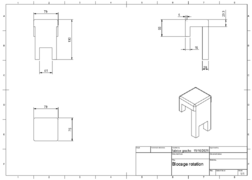
| + | ==== profilé pour la potence ==== | ||
| + | |||
| + | On découpe un profilé section 30x60mm à 100mm de long. On fait un perçage traversant de diamètre 22mm dans l'axe longitudinal à 30mm du bord supérieur. | ||
| + | On réalise au dernier moment un second perçage de diamètre 8mm sur le côté en fonction de l'angle de chasse recherché pour une bonne position de conduite. | ||
=== fabrication du pivot et des pivots de bras de liaison === | === fabrication du pivot et des pivots de bras de liaison === | ||
Version du 21 octobre 2021 à 14:22
Description du projet
 Motorisation d'un fauteuil roulant avec une roue motrice de 16 pouces sur batterie 36V.
Motorisation d'un fauteuil roulant avec une roue motrice de 16 pouces sur batterie 36V.
Cahier des charges
Objectifs du sprint : augmenter la vitesse de pointe, faciliter l'installation, anticiper la fabrication en série.
motricité
- plus de patate
- 3 vitesses
- éclairage avant
- amélioration du freinage
- frein à disque?
- frein moteur
installation
- frein à main (style quad)
- blocage rotation
- dispositif pour rester statique lors de la fixation
- attache rapide
- réglage en profondeur
- pièce sur mesure pour le fauteuil
- réglage angle de chasse
- attache sécurisée à moindre effort (sans devoir se cabrer sur les roues arrière)
industrialisation
- séparer la partie motricité qu'on peut consruire en série d'un adaptateur au fauteuil à personnaliser
- modéliser les variables pour faciliter la fabrication d'un adaptateur sur mesure
Analyse de l'existant
Equipe (Porteur de projet et contributeurs)

- Porteurs du projet : Frank Lejop (MHK), Vincent Descousse (ArianeGroup)
- Concepteurs/contributeurs : Léna Jeffroy (ArianeGroup), Boucif Ghaz (ArianeGroup), Thierry (ArianeGroup), Gaël Danaire (MHK), Marc Depasse (association 3 regards), André Becot (MHK), Eric Piquet (ADS)
- Animateur (coordinateur du projet): Yohann Véron (MHK)
- Fabmanager référent: Yohann Véron (MHK)
- Responsable de documentation: Olivier Heinry (FLOSS Manuals)
Matériel nécessaire
électronique
- 1 ou plusieurs batteries 36V 8,8Ah 10S (10 cellules en série)
- 1 chargeur avec prise DIN
- 1 contrôleur eBike
- 1 moteur brushless (specs?) 250W réducté d'un 1/3 ou 1/5 à vérifier (5 tours de moteur => 1 tour de roue) récupéré auprès de l'asso la Petite Reine
A titre d'information, vous pouvez consulter la page []
mécanique
- une roue de vélo 16 pouces
- une plaque de dibond de deux fois la taille de la roue (par ex. feuille de 300x300mm ep. 3mm)
- une cartouche de colle 11 FC Sikaflex
- 1 ensemble avant de vélo 16 pouces
- tubes acier de chauffage 15/21
- plaque de tôle 3mm dimensions minimales 500x500mm
- plaque de tôle 4mm dimensions minimales 500x500mm
- pinces manfrotto ref. 14444
- vis mécanique tête hexa ou BTR
- vis M6*35
- M8 x 35
- M10 x 35
Outils nécessaires
- pied à coulisse, mètre ruban
- meuleuse, poste de soudure & baguette
- fer à souder, gaine thermorétractable et brasure à l'étain pour l'électronique
Coût
Délai estimé
Fichiers source
Etapes de fabrication pas à pas du Trotti Clip 1 batterie
fabrication de l'ensemble de liaison
nomenclature
- 1 tube d'acier de diamètre 22 longueur 1000mm
- 1 manchon d'acier 22x27 de 60mm
- 1 écrou M14
- 1 tige filétée de 14 (réutilisable)
- un peu de toile émeri
- 1 profilé section 30x60mm de 100mm de long
outillage
- une meuleuse équipée d'un disque de coupe acier épaisseur 1,6mm ou 1,9 mm
- une perceuse et des forets HSS 8, 10, 22
- un étau
- un poste à souder à l'arc minimum 140A (les soudures ont été réalisées entre 80 et 90A
- des baguettes acier 2,5mm
- une presse 10 tonnes au cm2
bras de liaison à réaliser en 2 exemplaires
On commence par cintrer à 90° le tube. On coupe ensuite un des coudes à 150mm, et on soude le manchon. On effectue à la meuleuse une fente axiale d'une profondeur de 30mm et d'une largeur de 6mm dans le manchon monté sur le tube cintré. On perce un trou à 30mm de l'ouverture d'un diamètre de 8mm
On s'occupe ensuite de l'autre extrémité que l'on coupe à 130mm. On monte ensuite l'écrou M14 sur la tige filetée avec un peu de toile émeri de façon à éliminer le jeu et guider l'assemblage lorsqu'on l'introduit dans le tube. On soude alors l'écrou sur tout son pourtour.
On dévisse ensuite la tige filetée et on meule superficiellement la soudure autour de l'écrou.
profilé pour la potence
On découpe un profilé section 30x60mm à 100mm de long. On fait un perçage traversant de diamètre 22mm dans l'axe longitudinal à 30mm du bord supérieur. On réalise au dernier moment un second perçage de diamètre 8mm sur le côté en fonction de l'angle de chasse recherché pour une bonne position de conduite.
fabrication du pivot et des pivots de bras de liaison
fabrication du porte-batterie
Etapes d'amélioration pas à pas du Trotti Clip 2 batteries
blocage de la rotation de la potence
blocage du frein de roue
béquilles
Durée de fabrication du prototype final
Journal de bord
Mardi 19 Octobre
Kickoff

Tableau blanc du lancement du matin

roue 16 pouces modifiée avec insertion d'un moteur, assemblage des feuilles de Dibon par collage

Prototype d'attache rapide
- Proto batterie motricité assembleé 20211019 095246.jpg
prototype batterie motricité assemblé



Point de l'après-midi
EN COURS impression 3D de la pièce de blocage de rotation de la potence

EN COURS adaptation de l'attache rapide sur tube avec 2 bras (copie d'une copie chinoise)

FAIT Pièce de liaison clip pivot faite maison en tôle pincée



- DECISION : reprise du modèle chinois comme adaptateur: tige filétée m10 , contre plaque sur le manfrotto, avec écrou soudé sur le bras M14 pas de 2mm
- DECISION: abandon du freinage (nécessite démontage des flasques du moteur)






















